产品别名 |
滚丝机 |
面向地区 |
全国 |
滚丝机是一种多功能冷挤压成形机床,滚丝机能在其滚压力范围内冷态下对工件进行螺纹、直纹、斜纹滚压等处理;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有安全可靠的电——液执行和控制系统,可使每一个工作循环在手动、半自动和自动三种方式中选择。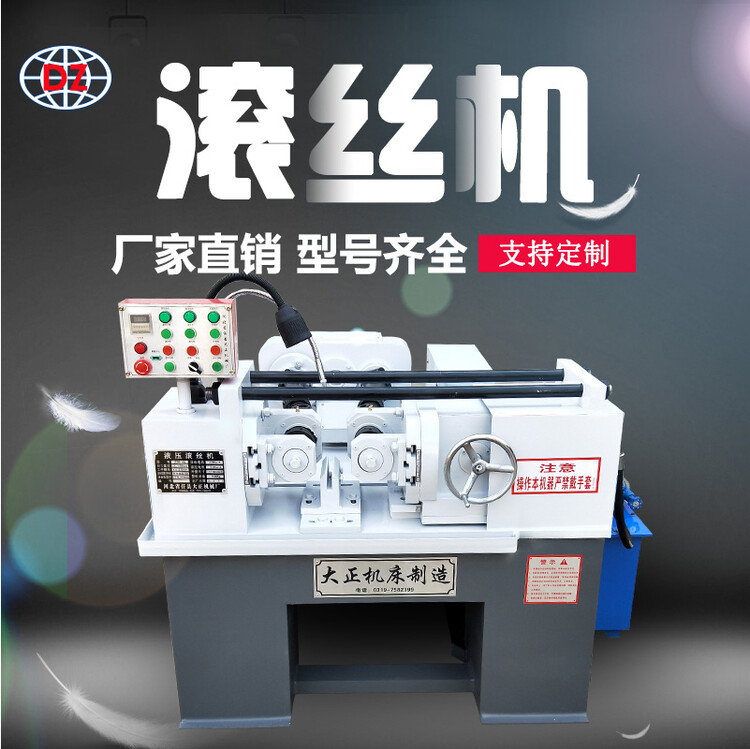
无反车(反转):前行程开关已坏(大约7000次);延时继电器不动作;压块压行程开关距离不够,压块压不到位或损坏卡阻;接线脱落;触点是否接触不良或损坏;检查前面的限位触点是否不到位,闭点是否断开,开点是否闭合和时间继电器开点是否闭合;检验机器后面的限位,闭点是否断开,查线路的点,线是否松动、接触不良、损坏、断线等。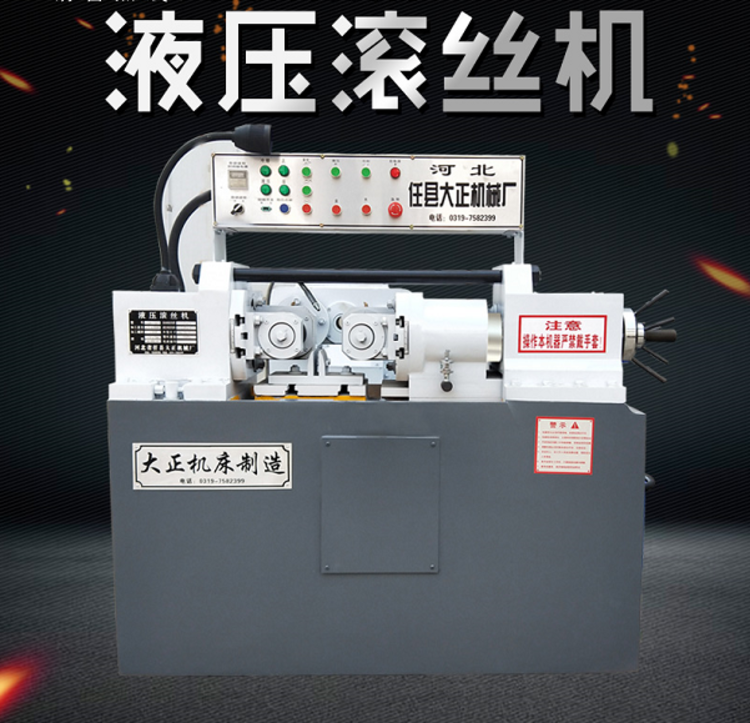
滚轧轮同步调整,即调整L与R两轮在工件表面的压痕重合。如同步调整不准确,将使工件产生乱齿、出屑及超差等情况,工件中心高与滚轧轮中心高一致(允许低0.01~0.08mm),常用的调整方法为:滚轧轮使用磨损后,可将轮齿磨去,减少其齿数,重新按前述过程计算参数,重新开齿,制作出翻新的滚轧轮,在机床中心距允许范围内可多次翻新。
最近来访记录